














 185 / 190
185 / 190

Technologie
M3
425
530
635
850
1060
1270
1590
2120
2330
2650
2965
3180
3390
M4
319
398
480
635
795
955
1190
1590
1750
1990
2230
2390
2550
M5
255
318
382
510
635
765
955
1270
1400
1590
1785
1910
2040
M6
212
265
318
425
530
635
795
1060
1170
1325
1485
1590
1700
M8
159
198
238
318
398
478
598
795
875
995
1115
1195
1275
M10
127
159
191
255
318
382
478
636
700
795
892
955
1020
M12
106
133
159
212
265
318
398
531
584
664
744
795
850
M14
91
114
136
182
228
273
342
455
500
568
636
682
728
M16
80
100
119
159
199
239
299
398
438
497
557
597
637
M18
71
88
106
142
177
212
265
354
388
442
495
530
565
M20
64
80
95
127
159
192
239
318
350
398
446
478
510
M22
58
72
87
116
145
174
217
290
318
362
405
435
463
M24
53
66
80
106
133
159
200
266
292
332
372
398
425
M27
47
59
71
95
118
142
177
236
260
295
330
355
378
M30
42
53
64
85
106
127
159
212
234
265
297
318
340
M33
39
48
58
77
96
116
145
193
212
242
270
290
309
M36
35
44
53
71
88
106
133
177
195
221
248
265
283
M39
33
41
49
65
82
98
122
163
180
205
228
245
262
M42
30
38
45
61
76
91
114
152
167
190
212
228
243
4
5
6
8
10
12
15
20
22
25
28
30
32
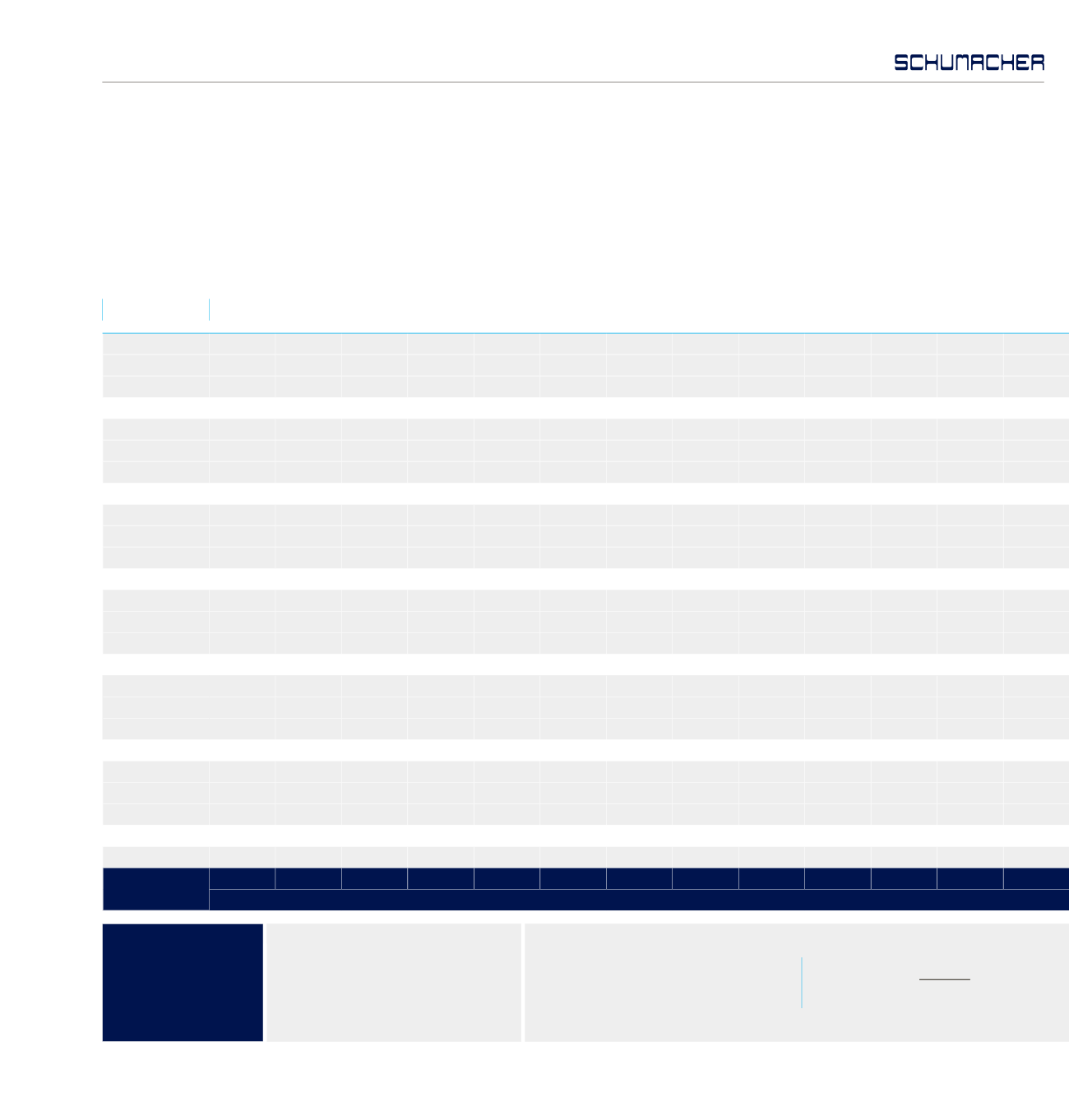
Nenngröße
Umdrehungen [1/min]
Schnittgeschwindigkeiten
Hierin bedeutet:
v = Schnittgeschwindigkeit in m/min
d = Gewindebohrer-Nenndurchmesser in m
n = Werkzeugspindel-Umdrehung pro min
= 3,14
v = d x
x n
v
d x
n =
Schnittdaten
Bestimmung von Drehzahlen und Schnittgeschwindigkeiten für Gewindewerkzeuge.
Diese Tabelle enthält die errechneten Werte von Drehzahlen und Schnittgeschwindigkeiten für Gewindewerkzeuge von M3 bis M 42. Sie reicht in den meisten Fällen für den
praktischen Werkstattgebrauch aus. Sollten darüber hinaus Zwischenwerte benötigt werden, dann müssen diese mit Hilfe der untenstehenden Formeln errechnet werden.
8.5